7 examples to tell you thoroughly what is an injection mold?
Mold injection molding is a processing method used in mass production of some complex shapes.
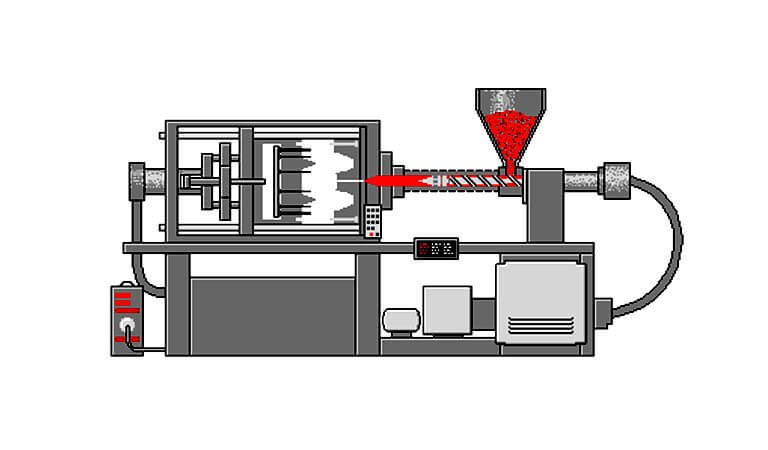
The specific principle refers to: the heated and melted plastic raw material is pushed by the screw of the injection molding machine into the cavity of the plastic mold under high pressure, and after cooling and solidification, the plastic molding product is obtained.
Although the structure of the mold may vary due to the variety and performance of plastics, the shape and structure of plastic products, and the type of injection machine, the basic structure is the same.
The mold is mainly composed of pouring system, temperature regulation system, forming parts and structural parts.
Injection mold is a tool for producing plastic products; it is also a tool for giving plastic products complete structure and precise dimensions.
Specifically, it refers to the injection of the heated and melted plastic into the cavity of the injection molding machine at high pressure, and after cooling and solidification, a molded product is obtained.
Although the structure of the mold may vary due to the variety and performance of plastics, the shape and structure of plastic products, and the type of injection machine, the basic structure is the same.
Although the structure of the mold may vary due to the variety and performance of plastics, the shape and structure of plastic products, and the type of injection machine, the basic structure is the same.
Among them, the gating system and the molding parts are the parts that are in direct contact with the plastic, and change with the plastic and the product. They are the most complex and most variable parts in the mold, and require the highest processing finish and precision.
The injection mold consists of a movable mold and a fixed mold. The movable mold is installed on the moving template of the injection molding machine, and the fixed mold is installed on the fixed template of the injection molding machine.
During injection molding, the movable mold and the fixed mold are closed to form a gating system and a cavity. When the mold is opened, the movable mold and the fixed mold are separated to take out the plastic product.
The mold is composed of a single parting surface injection mold. When the mold is opened, the movable mold and the fixed mold are separated to take out the plastic parts, which is called a single parting surface mold, also known as a double-plate mold.
It is the simplest and most basic form of injection mold. It can be designed as a single-cavity injection mold or a multi-cavity injection mold according to needs. It is the most widely used injection mold.
Double parting surface injection mold The double parting surface injection mold has two parting surfaces.
Compared with the single parting surface injection mold, the double parting surface injection mold adds a partially movable intermediate plate (and It is called a movable gate plate, which is provided with gates, runners and other parts and components required for the fixed mold)
Therefore, it is also called a three-plate type (moving template, intermediate plate, fixed template) injection mold. It is often used for single-cavity or multi-cavity injection molds with point gate feeding.
When the mold is opened, the intermediate plate is in the guide column of the fixed mold. The upper part is separated from the fixed formwork by a certain distance, so that the pouring system aggregate can be taken out between the two formwork.
The double-parting surface injection mold has a complex structure, high manufacturing cost, and difficult parts processing. It is generally not used for the molding of large or extra-large plastic products.
For injection molds with lateral parting and core-pulling mechanisms, when the plastic part has side holes or undercuts, it is necessary to use a core or slider that can move laterally.
After injection molding, the movable mold first moves down a certain distance, and then the inclined section of the curved pin fixed on the fixed plate forces the slider to move outward, and at the same time,
the push rod of the demoulding mechanism pushes the push plate to make the plastic part form itself. Take off the core.
The gating system refers to the part of the runner before the plastic enters the cavity from the nozzle, including the main runner, the cold material cavity, the runner and the gate.
It is a passage in the mold that connects the injection nozzle of the injection molding machine to the runner or cavity. The top of the sprue is concave for engagement with the nozzle.
The inlet diameter of the main channel should be slightly larger than the diameter of the nozzle (0.8mm) to avoid overflow and prevent the two from being blocked due to inaccurate connection.
It is a cavity at the end of the main channel to capture the cold material generated between two injections at the end of the nozzle, thereby preventing the blockage of the branch channel or gate.
It is the channel connecting the main channel and each cavity in the multi-slot mold. In order to make the melt fill each cavity at the same speed, the arrangement of the runners on the mold should be symmetrical and equidistant.
The function of the gate is to:
Each formed part often has a special name. The molding parts that constitute the shape of the product are called concave molds (also known as female molds), and those that constitute the internal shapes of the products (such as holes, grooves, etc.) are called cores or punches (also known as male molds).
Common defects of injection molds and their adjustment methods
| injection mold
Assembly defect |
cause | Adjustment method |
| Mold opening and closing
Eject reset not moving well |
1. The guide post and guide sleeve of the mold base do not slide smoothly, and the fit is too tight
2. The inclined top and thimble do not slide smoothly. 3. The elastic force or preload of the return spring is insufficient. |
1 Repair or replace the guide post and guide sleeve.
2 Check and repair the fit of the inclined top and the thimble. 3 Add or replace the spring. |
| Molding and Injection Molding
machine mismatch |
1. The positioning ring is in the wrong position, too large or too small.
2. The mold width is too large; the mold height is too small. 3. The position and size of the ejection hole of the mold are wrong; the position and size of the reset hole are wrong by forcibly pulling. |
1. Replace the positioning ring; adjust the position and size of the positioning ring.
2. Change the tonnage of a larger injection molding machine; increase the thickness of the mold. 3. Adjust the position and size of the ejection hole; adjust the position and size of the reset hole. |
| Parts are difficult to fill
Hard to pick up |
1. The gating system is blocked, the size of the runner section is too small, the gate layout is unreasonable, and the gate size is small.
2. The limit stroke of the mold is not enough, the core pulling stroke of the mold is not enough, and the ejection stroke of the mold is not enough; |
1. Check the runners and gates of each section of the gating system, and trim the relevant parts;
2. Check whether the strokes of each limit, core pulling and ejection meet the design requirements, and adjust the strokes that do not meet the requirements; |
| mold water
No connection or water leakage |
1. The water channel of the mold is blocked, and the connection method of the inlet and outlet water pipe joints is wrong.
2. The sealing performance of the water sealing rubber ring and the water pipe joint is not enough. |
1. Check the connection method of the inlet and outlet water pipe joints of the cooling system and each section of the water channel, and repair the relevant parts;
2. Check the water sealing rubber ring and water pipe joints, and repair or replace the relevant parts; |
| The quality of the parts is not good:
1. Has flash 2. There is a shortage of materials 3. Have a top white 4. There are drag flowers 5. Large deformation 6. Big grade 7. Dissolving lines are obvious |
1. The matching clearance is too large; 2. The glue is not smooth, and the breath is sleepy; 3. The ejector pin is too small, and the ejection is uneven; 4. The slope is too small, there are burrs, and the hardness is insufficient; 5. The injection pressure is uneven, and the product form strength is insufficient; 6. Processing error; 7. Far away from the gate, the mold temperature is low.
|
1. Reasonably adjust the clearance and grind the parting surface of the working part; 2. Partially add glue, add exhaust; 3. Increase the thimble, evenly distributed; 4. Trimming burrs, adding slope, nitriding; 5. Trim the gate, the pressure is uniform, and the strength of the product is strengthened; 6. Reprocessing; 7. Improve the gate and increase the mold temperature. |


