Hi! Welcome to the article!
There are many varieties of moulds, which can be divided into:
①Moulds for processing metals according to processing target and processing process.
②Die for processing non-metal and powder metallurgy. Today I am talking about the approach and process of stamping die design
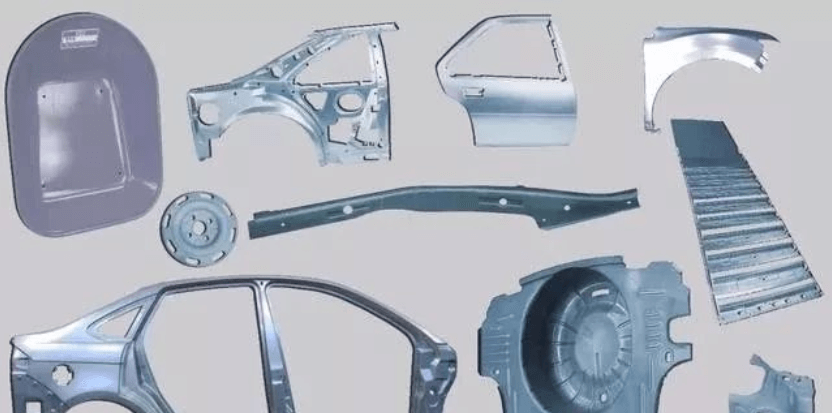
I·Stamping process analysis of stamping parts
Stamped parts must have excellent stamping processability in order to produce qualified stamped parts in the simplest and most economical way. The processability analysis of stamped parts can be completed in accordance with the following methods.
1·Read and understand the parts diagram. In addition to the shape and scale of the parts, the main point is to understand the requirements of the accuracy and external roughness of the parts.
2·Analyze the structure and shape of the part to see if it is suitable for press processing.
3·Analyze whether the selection of benchmark and scale marking of the parts are reasonable, and whether the scale, orientation and shape accuracy are suitable for stamping processing.
4·Whether the external roughness requirement of the cross section of the punching part is too high.
5·Whether there is a large enough production volume.
If the processability of the part is too poor, you should discuss with the planner and propose a plan to amend the plan. If the production batch is too small, other production methods should be considered for processing.
II·Stamping process plan planning and optimal process design
1·According to the shape and size of the stamping parts, start to determine the nature of the stamping process。
such as: stamping, bending, deep drawing, reaming, reaming, etc. The approach and process of stamping die planning Stamping approach and process and process.
2·Account for the degree of deformation of each stamping and forming method. If the deformation degree exceeds the limit deformation degree, the number of stamping times of the process should be accounted for.
3·According to the deformation characteristics and quality requirements of each process, organize a reasonable stamping sequence.

Care should be taken to ensure that the deformation area of each process is a weak area, and the formed parts (including punched holes or shapes) should not be involved in the deformation of subsequent processes. Auxiliary process and shaping, leveling, heat treatment and other processes.
4·Under the premise of ensuring the accuracy of the parts, according to the production batch and the requirements of positioning and discharge of the blank, determine a reasonable combination of processes.
5·More than two process plans should be planned and compared from various aspects such as quality, cost, production rate, sharpening and repair of the mold, mold life and operational safety, etc., and the best process plan should be selected from them.
6·Start to determine the stamping equipment for each process.
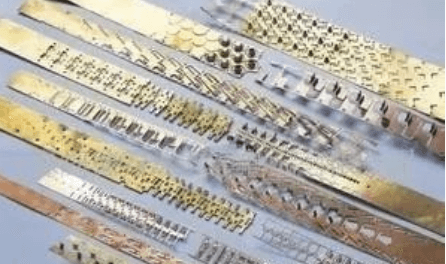
III. Stamped part blank planning and layout design
1.According to the nature scale of stamping parts, accounting for the rough scale and making rough drawing
2·According to the scale of the nature of the blank, plan the layout plan and carry out the calculation of the utilization rate of the material. To plan a variety of layout plans, and select the best plan among them by comparison.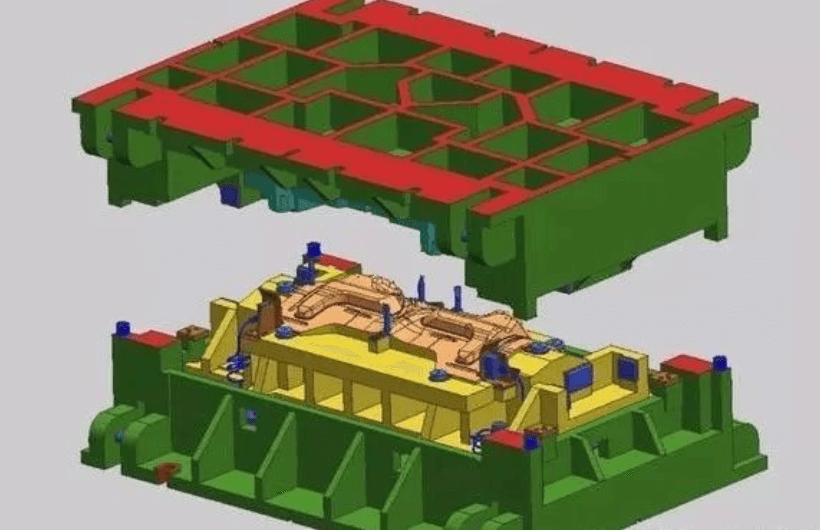
IV.Stamping Die Design
1.Determine the die structure approach for each process of stamping processing and make a sketch of the die.
2.Specific structural planning of the molds for the designated 1-2 processes and making the mold operation drawings. The planning approach is as follows.
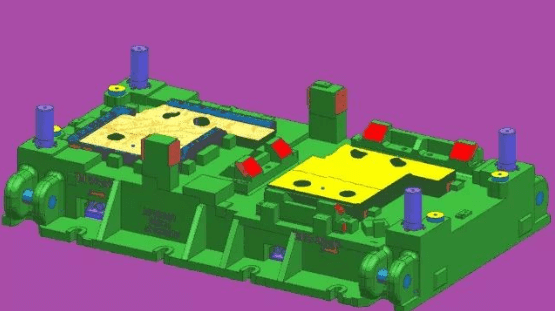
(1) Determine the variety of the mold: is it a simple mold, continuous mold or composite mold.
(2) mold work parts planning: accounting for convex and concave die edge scale and convex and concave die length, determining convex and concave die structure methods and articulation fixing methods.
(3) Determine the positioning and spacing methods of the blank and plan the corresponding positioning and spacing parts.(4) Determine the pressure material, unloading, top piece and push piece method, and plan the corresponding pressure plate, unloading plate, push piece block, etc.
(5) mold frame planning: including the planning of the upper and lower mold base and guide method, also can choose the standard mold frame.
(6) On the basis of completing the above work, make the operation drawing of the mold according to the scale.
First make the blank with double point scribing, then make the working parts, then make the positioning and distance parts, connect the above parts with the articulated parts, and finally make the pressing and unloading parts in the proper position. According to the specific situation of the mold, the above order can also be adjusted appropriately.
(7) The operation drawing should indicate the outer contour scale of the mold, the height of the mold closure, the cooperation scale and the cooperation type of the stamping mold planning approach and process mold planning. The working drawing should indicate the production accuracy and technical condition of the die.
The working drawing should be made according to the national drawing standard, with standard title column and name detail table. If it is a drop die, the layout diagram should be made on the upper left corner of the working drawing.
(8) Account for the mold pressure center and check whether the pressure center and the mold shank centerline coincide. If they do not overlap, make corresponding corrections to the mold results.
(9) Accounting for punching pressure, final selection of stamping equipment, and calibration of the die and stamping equipment related scales (closing height, working table surface, die handle installation scale, etc.).
If you are also interested in mold design, please click here to learn more! thanks.




