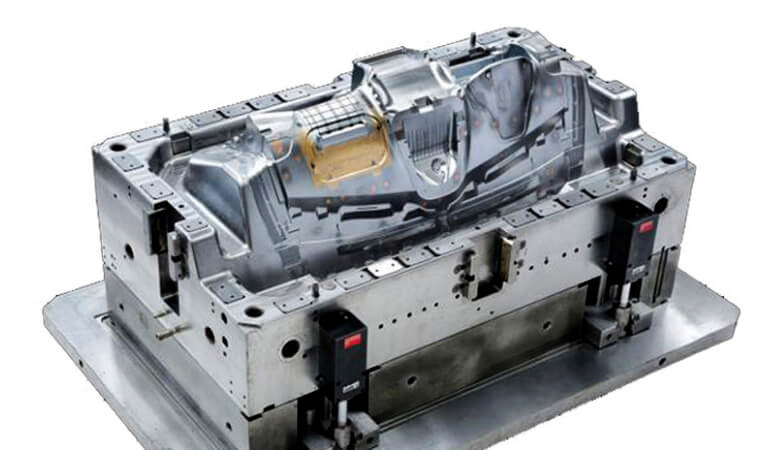
As the main production tool in an injection molding plant, it determines the shape, size, dimensions, and finish of the product.
The material of the hardware mold is steel, and it usually consists of a front mold/back mold.
Since the mold has the characteristics of specificity, precision, fragility, etc, it is crucial to carry out the safety protection of the mold, which is summarized in the following aspects:
-Rust prevention::prevent rust caused by leakage, condensation, rain, and handprints of the injection molding machine mold.
-Anti-collision::prevent the mold from being collided due to the ejector pin having a break or not backing out of place.
-Deburring::prevent the mold burrs caused by cloth wipe/material punch/hand wipe/water jaw pliers touch/knife touch.
-Missing parts::prevent the mold from being damaged during use due to missing parts such as tie rods/washers.
-Pressure prevention::prevent mold crushing caused by locking the mold because there are still products left.
-Undervoltage:prevent the mold from damage caused by too much low pressure protection pressure.

Among them, the proportion of mold damage caused by broken ejector pin, ejector pin not back in place, mold residue with products, lack of auxiliary parts is high, and because of the more frequent occurrence, so more than 85% of mold damage is caused by this reason, and mold repair costs are generally high, so how to avoid such situations directly related to the interests of the injection molding industry.
-When dismantling the mold, avoid bruising and drenching, and move smoothly.
-Spray hot mold, then spray a small amount of release agent.
-The mold should be thoroughly inspected and rust-proofed: carefully wipe the cavities, cores, ejector mechanism and line position with moisture and debris, and spray the mold with rust-proofing agent and grease.
During the continuous working process, the mold needs to be maintained because the movement process is likely to cause wear and tear of parts, deterioration of lubricant, water leakage, crushing of plastic materials, and other problems.

The daily maintenance of the mold generally includes the following aspects:
-Regular descaling (appearance, PL surface, mold cavity, core, etc.)
-Regular re-lubrication (ejector mechanism, line position, etc.)
-Replacement of wearable parts (tie rods, bolts, etc.) on a regular basis
The maintenance of the lower mold needs to be protected by professional maintenance personnel who will remove the mold and conduct professional tests on the mold cavities, ejector pins, etc.
A system is generally flushed before it is officially put into operation. The purpose of flushing is to remove contaminants, metal shavings, fibrous compounds, iron cores, etc. that remain in the system and can cause a series of failures during the first two hours of operation, even if they do not completely damage the system.
Therefore, the following steps should be taken to clean the system oil circuit:
-Clean the tank with a clean solvent that dries easily, then remove the solvent residue with filtered air.
-Clean all lines of the system and in some cases impregnate the lines and fittings.
-Install an oil filter in the line to protect the valve supply line and pressure line.
-Install a flushing plate on the collector to replace precision valves, such as electro-hydraulic servo valves.
-Check that all lines are properly sized and connected.

In short, for the output of qualified products, for the improvement of the qualification rate, in the actual production process to treat different problems to learn how to accurately and quickly determine. In the continuous learning in the growth in the continuous exploration forward.




